Shërbimi i saldimit me porosi të pjesëve metalike prej çeliku inox
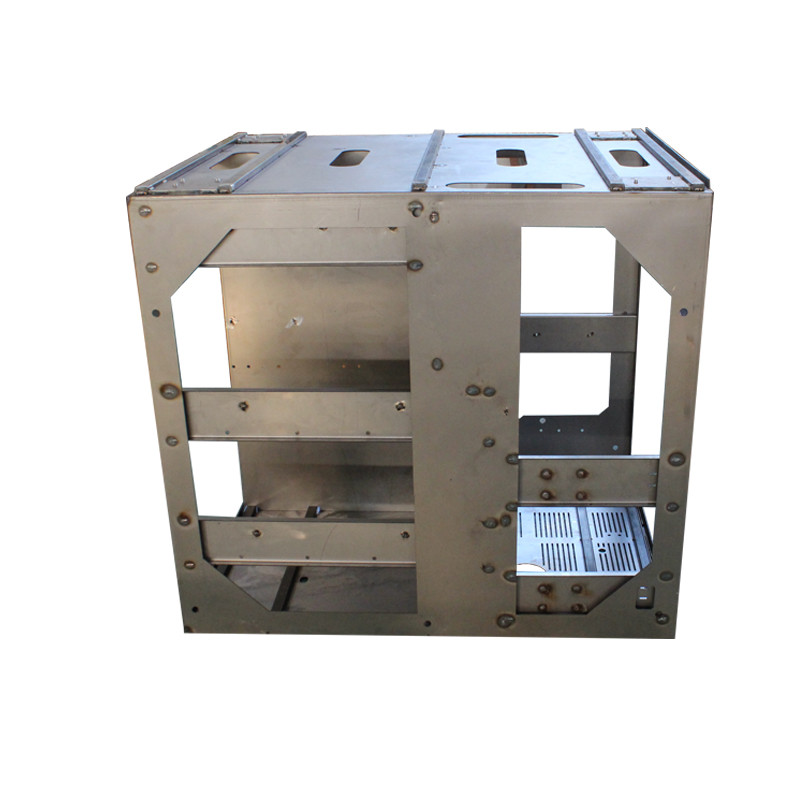



përshkrim i produktit
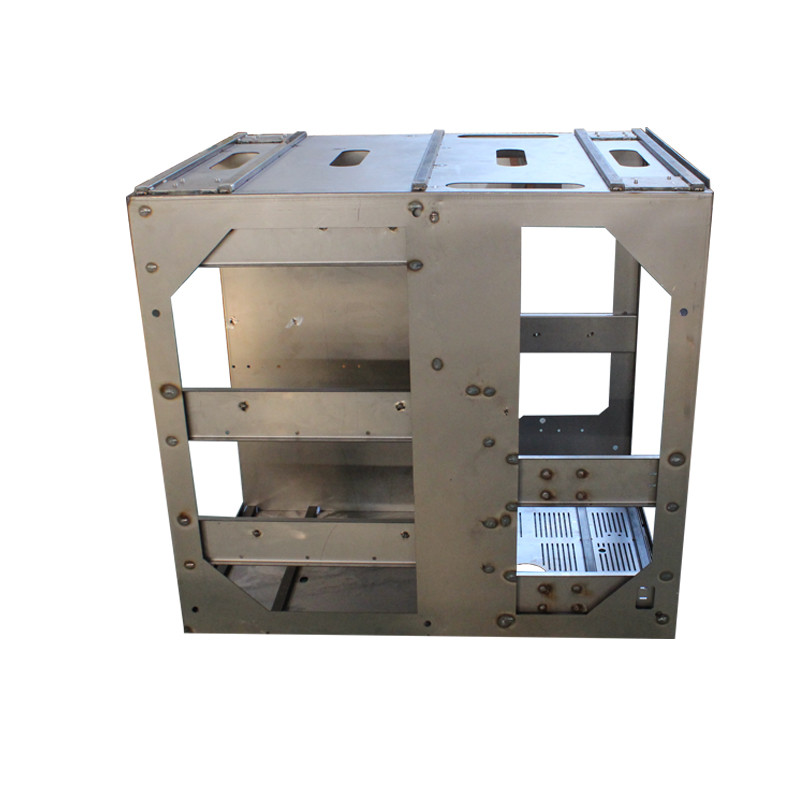
Saldim me rezistencë
Saldimi me rezistencë është një metodë saldimi në të cilën pjesa e punës kombinohet dhe presioni aplikohet përmes elektrodës, dhe rryma elektrike aplikohet përmes nxehtësisë së rezistencës të krijuar nga sipërfaqja e kontaktit dhe zona ngjitur e bashkimit.Saldimi me rezistencë është një metodë e ngrohjes së pjesës së punës në një gjendje të shkrirë ose plastike me anë të rrymës elektrike që rrjedh nëpër sipërfaqen e kontaktit dhe zonat ngjitur.Ekzistojnë katër metoda kryesore të saldimit me rezistencë, përkatësisht saldimi në vend, saldimi me tegel, saldimi me projeksion dhe saldimi me prapanicë.
Saldimi me dioksid karboni
Gazi mbrojtës i saldimit me hark të dioksidit të karbonit është dioksidi i karbonit (nganjëherë një përzierje e CO2+Ar).Përdoret kryesisht për saldim manual.Për shkak të ndikimit të veçantë të vetive fizike termike të gazit të dioksidit të karbonit, kur përdoret furnizimi me energji konvencionale me saldim, është e pamundur të formohet një tranzicion i ekuilibruar pa bosht duke shkrirë metalin në skajin e telit të saldimit, i cili zakonisht kërkon qark të shkurtër dhe qafën e pikave. shpërthim.Prandaj, krahasuar me kalimin pa saldim MIG, ka më shumë spërkatje.Por nëse përdorimi i makinës së saldimit me cilësi të lartë, zgjedhja e duhur e parametrave, mund të marrë një proces saldimi shumë të qëndrueshëm, në mënyrë që spërkatja të reduktohet në një shkallë minimale.Për shkak të kostos së ulët të gazit mbrojtës të përdorur, saldimi është i formuar mirë kur përdoret tranzicioni i qarkut të shkurtër, i shoqëruar me përdorimin e telit që përmban deoksidues mund të merret pa defekte të brendshme të bashkimit cilësor të saldimit.Prandaj, kjo metodë saldimi është bërë një nga metodat më të rëndësishme të saldimit për materialet e metaleve me ngjyra.


Saldim me hark me argon
Saldimi me hark me argon është një teknologji saldimi duke përdorur gaz argon si një gaz mbrojtës.I njohur gjithashtu si saldimi për mbrojtjen e trupit me argon.Është për të kaluar gaz mbrojtës argon rreth saldimit me hark për të izoluar ajrin jashtë zonës së saldimit dhe për të parandaluar oksidimin e zonës së saldimit.
Teknologjia e saldimit me hark me argon bazohet në parimin e saldimit të zakonshëm me hark elektrik, duke përdorur mbrojtjen e gazit të argonit për materialet e saldimit të metaleve, përmes rrymës së lartë në materialin e saldimit mbështetës të saldimit që shkrihet në një formim të lëngshëm pishine, duke shkaktuar metalin e saldimit dhe materialin e saldimit. Metalurgjia e kombinuar me një lloj teknologjie saldimi, në saldimin me shkrirje në temperaturë të lartë në argon vazhdimisht, bën që materiali i saldimit të mos kontaktojë me oksigjenin në ajër, kështu parandalon oksidimin e materialit të saldimit, kështu që ju mund të bashkoni çelik inox, metal hekuri.
Saldim me lazer
Saldimi me laser mund të realizohet me rreze lazer të vazhdueshme ose pulsuese.Parimi i saldimit me lazer mund të ndahet në saldim me përçueshmëri të nxehtësisë dhe saldim me shkrirje të thellë me lazer.Kur densiteti i fuqisë është më i vogël se 10-10 W/cm, është saldim me përcjellje të nxehtësisë, dhe thellësia e saldimit dhe shpejtësia e saldimit janë të ngadalta.Kur densiteti i fuqisë është më i madh se 10~10 W/cm, sipërfaqja metalike është konkave në "vrima" nën veprimin e nxehtësisë, duke formuar saldim me shkrirje të thellë, i cili ka karakteristikat e shpejtësisë së shpejtë të saldimit dhe raportit të madh të thellësisë me gjerësinë.
Parimi i saldimit me lazer me përçueshmëri të nxehtësisë është: rrezatimi lazer ngroh sipërfaqen që do të përpunohet dhe nxehtësia e sipërfaqes shpërndahet nga brenda përmes përcjelljes së nxehtësisë.Duke kontrolluar parametrat e lazerit si gjerësia, energjia, fuqia maksimale dhe frekuenca e përsëritjes së pulsit lazer, pjesa e punës shkrihet dhe formohet një pishinë specifike e shkrirë.




Ofruesi i zgjidhjeve me porosi të përpunimit të llamarinës Lambert.
Me përvojë dhjetë vjeçare në tregtinë e jashtme, ne jemi të specializuar në përpunimin e pjesëve të llamarinës me precizion të lartë, prerjen me lazer, lakimin e llamarinës, kllapat metalike, guaskat e shasisë prej llamarine, strehët e furnizimit me energji elektrike të shasisë, etj. Ne jemi të aftë në trajtime të ndryshme sipërfaqësore, furçë , lustrim, pastrim me rërë, spërkatje, platim, të cilat mund të aplikohen në dizajne komerciale, porte, ura, infrastrukturë, ndërtesa, hotele, sisteme të ndryshme tubacionesh etj. Ne kemi pajisje të avancuara përpunimi dhe një ekip teknik profesional prej mbi 60 personash për të ofruar të lartë shërbime cilësore dhe efikase të përpunimit për klientët tanë.Ne jemi në gjendje të prodhojmë komponentë llamarine të formave të ndryshme për të përmbushur nevojat e plota të përpunimit të klientëve tanë.Ne jemi vazhdimisht duke inovuar dhe optimizuar proceset tona për të siguruar cilësi dhe shpërndarje, dhe jemi gjithmonë "të fokusuar tek klientët" për t'u ofruar klientëve tanë shërbim cilësor dhe për t'i ndihmuar ata të arrijnë sukses.Ne mezi presim të ndërtojmë marrëdhënie afatgjata me klientët tanë në të gjitha fushat!

Lini Mesazhin Tuaj
Kategoritë e produkteve
-

Pjesët e kromit me ar, me porosi elektrike OEM S...
-

Polis prej çeliku inox alumini me precizion të personalizuar...
-

Vizatim i telave me porosi të fabrikimit të fletëve metalike pro...
-

Derdhje me porosi prej hekuri prej çeliku të karbonit prej alumini / për...
-

Veshje pluhuri e llamarinës së personalizuar...


